Post processors
I don't have ATC on my Cnc machine and I use macro M6 and "Mobile Probe" routine for semi-automatic tool change.
I use Fusion360 and Vectric Aspire to generate G code for router or mill applications.
For both of these programs, I created post processors that insert the required M code in the appropriate places in the G code, which allows images of Setup, Operations and Tools to be displayed in the UCCNC when executing the G code and semi-automatically changing tools.
I use Fusion360 and Vectric Aspire to generate G code for router or mill applications.
For both of these programs, I created post processors that insert the required M code in the appropriate places in the G code, which allows images of Setup, Operations and Tools to be displayed in the UCCNC when executing the G code and semi-automatically changing tools.
In order for this to work properly, you need to:
1. Replace the existing Neon2113.ssf file with a new one.
2. Save the following macros in the "UCCNC \ Profiles \ Macro_NEON2113 \" folder:
- M6.txt (toolchange macro)
- M31.txt (separate probe on main screen)
- M130.txt (displays tool images)
- M131.txt (Displays the JOB DONE message at the end of the g code )
- M132.txt (Displays the Setup image at the beginning of the g code )
- M133.txt (Displays Operation images)
- M21033.txt (DUST button toggle)
- M21034.txt (Deactivates the dust suction relay)
- M21035.txt (Activates the dust suction relay)
- M99998.txt (Constructor macro)
- M99999.txt (destructor macro)
1. Replace the existing Neon2113.ssf file with a new one.
2. Save the following macros in the "UCCNC \ Profiles \ Macro_NEON2113 \" folder:
- M6.txt (toolchange macro)
- M31.txt (separate probe on main screen)
- M130.txt (displays tool images)
- M131.txt (Displays the JOB DONE message at the end of the g code )
- M132.txt (Displays the Setup image at the beginning of the g code )
- M133.txt (Displays Operation images)
- M21033.txt (DUST button toggle)
- M21034.txt (Deactivates the dust suction relay)
- M21035.txt (Activates the dust suction relay)
- M99998.txt (Constructor macro)
- M99999.txt (destructor macro)
Images of tools automatically generated by Fusion360 are not very useful and I have created new images for all my tools that contain important information related to the tools.
|
tool 4.png
automatically generated by Fusion360 |
tool 4.png
My new tool image |
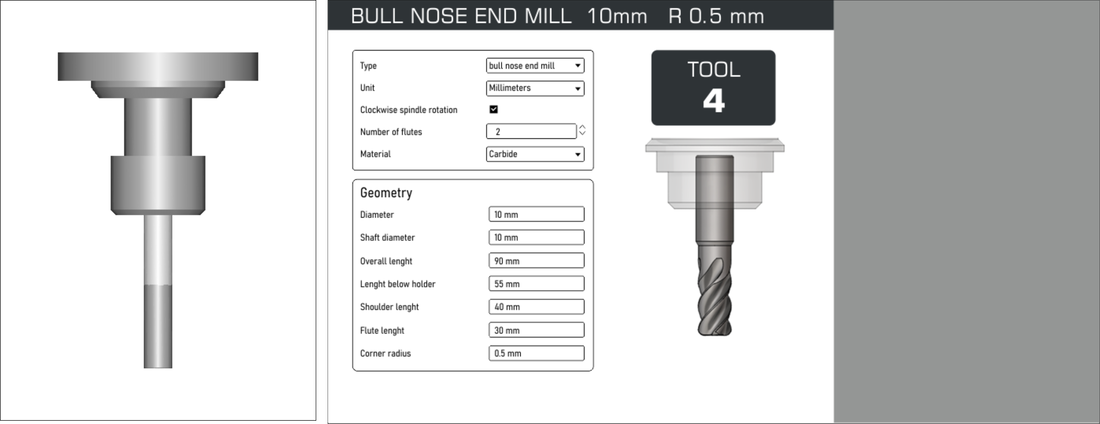
CorelDraw is used for this and images are exported as 980 x 536 pixel png files.
I saved pictures of all my tools in a separate folder "D: \ TOOLS \”.
I saved pictures of all my tools in a separate folder "D: \ TOOLS \”.
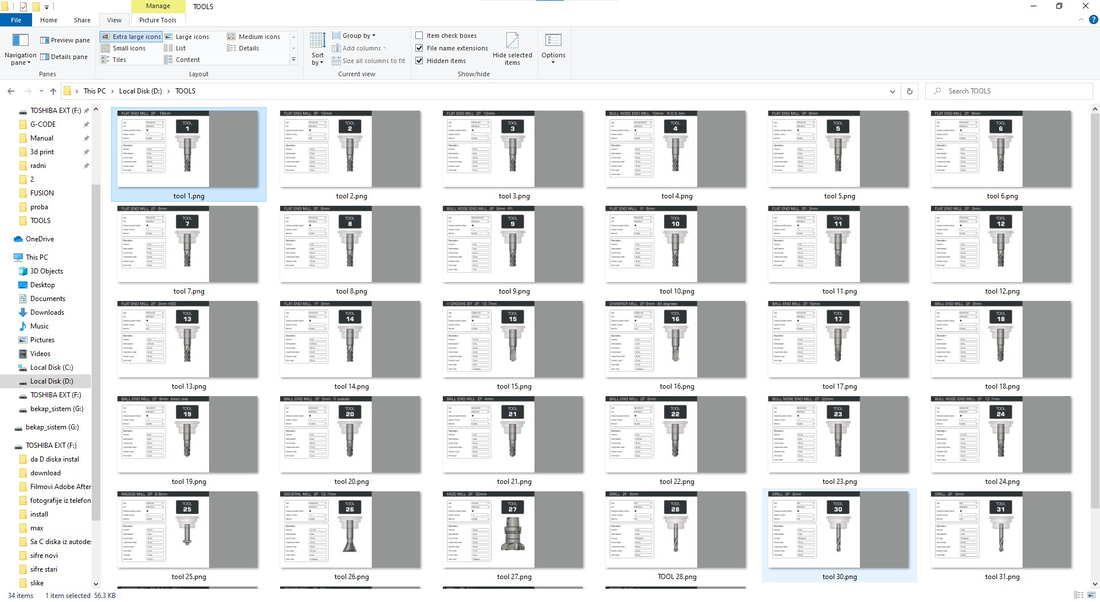
These images will be displayed when changing tools whether the G code is created in Fusion360 or Vectric Aspire.
Therefore, the tools you use in Fusion360 and Vectric Aspire need to be stored with the same tool number in the tool libraries of these programs.
Change the path leading to this tools image folder in the M130.txt macro so that it points to the folder where the images of your tools are stored.
I will upload my all tool images and CorelDraw Tools Template.cdr file that you can use to create images of your tools.
Therefore, the tools you use in Fusion360 and Vectric Aspire need to be stored with the same tool number in the tool libraries of these programs.
Change the path leading to this tools image folder in the M130.txt macro so that it points to the folder where the images of your tools are stored.
I will upload my all tool images and CorelDraw Tools Template.cdr file that you can use to create images of your tools.
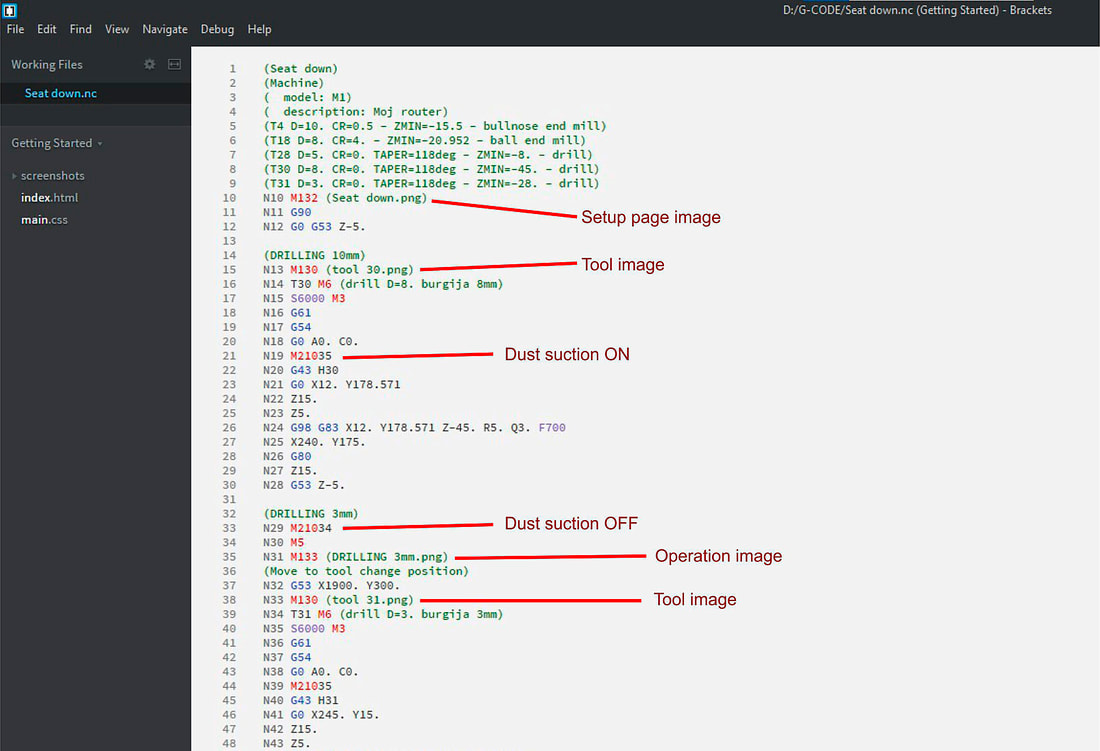
Fusion360 Post processor
The postprocessor inserts M-code for images of setups, operations, and tools into the G-code in the appropriate places.
By running this G code in UCCNC, these images are displayed in the imageview window.
The postprocessor also automatically generates both images of the tools used and an image of the setup page.
Operation images are not automatically generated and you will need to create them.
Pass through code options was added to the Post processor as well as support for suction (coolant).
I use the suction (coolant) option (M code) to command a relay that turns the dust collector on and off.
M21035.txt turns on the relay
M21035.txt turns off the relay
By running this G code in UCCNC, these images are displayed in the imageview window.
The postprocessor also automatically generates both images of the tools used and an image of the setup page.
Operation images are not automatically generated and you will need to create them.
Pass through code options was added to the Post processor as well as support for suction (coolant).
I use the suction (coolant) option (M code) to command a relay that turns the dust collector on and off.
M21035.txt turns on the relay
M21035.txt turns off the relay
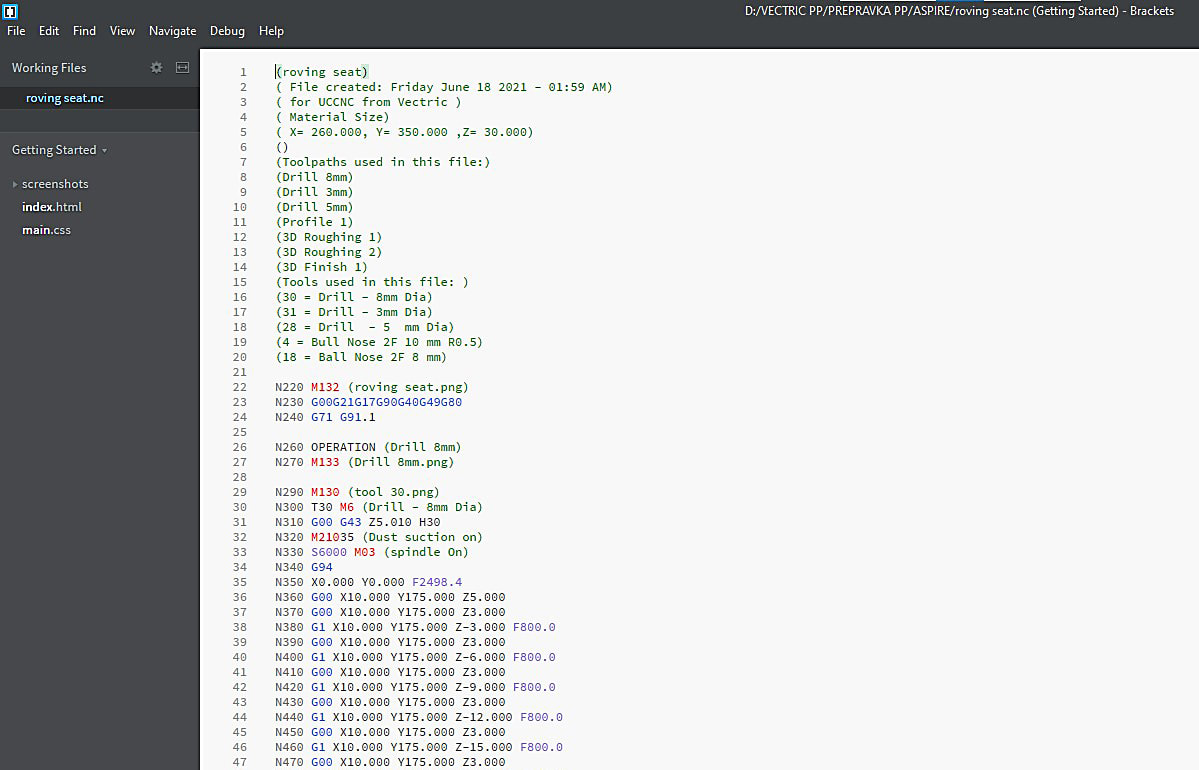
Vectric Aspire Post processor
The postprocessor inserts M-code for images of setups, operations, and tools into the G-code in the appropriate places.
By running this G code in UCCNC, these images are displayed in the imageview window. The post processor does not generate setup and operation images, but you can easily create these images by clicking the Save Preview Image button in the Vectic Aspire program.
We will use the same tool images we created and used with the Fusion360.
By running this G code in UCCNC, these images are displayed in the imageview window. The post processor does not generate setup and operation images, but you can easily create these images by clicking the Save Preview Image button in the Vectic Aspire program.
We will use the same tool images we created and used with the Fusion360.
Generated G-code