SheetCam pp
UCCNC_THC_Engraver_PeckDrill post procesor
Designed for floating head and G31
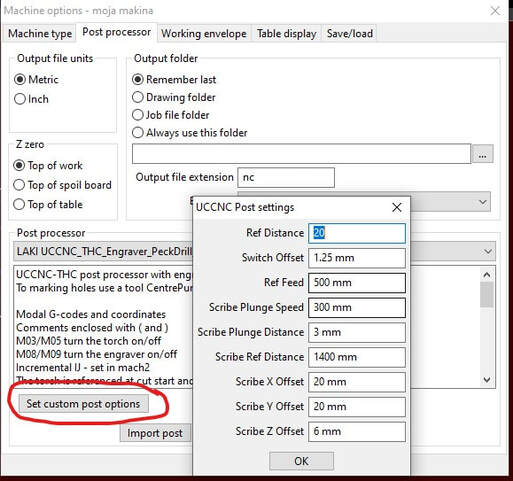
In the post processor, I changed the way it works so that the Scribe solenoid is activated (M8) at the beginning of the Plate marker operation and deactivated with M9 at the end of this operation. There is no unnecessary raising (M9) and lowering (M8) of the scriber during this operation. I also managed to insert the variables "Scribe Plunge Speed" and "Scribe Plunge Distance" into the post processor. Scriber now descends from the SafeZ position to the "Scribe Plunge Distance" by a rapid movement (G00) and continues into the material with the movements of the "Scribe Plunge Speed" G01. This way, the Tig tungsten I use for engraving stays sharp longer and the engraved lines look better.
The UCCNC has a bug that manifests by not registering an ARC OK signal in some cases and the machine starts moving before this signal is present. A macro has been inserted into this modified postprocessor to solve this problem. For safety reasons, I also added that all machine movements (except referencing) are performed with the Safe Probe activated (internal UCCNC function). If during operation the plasma torch hits a distorted, previously cut piece of sheet metal or the plasma torch "sinks into the sheet metal", the movement of the machine stops.
You can see an example in the attached video where I intentionally left THC set to 0 V and where this safety function was activated when the plasma torch, after piercing and passing the THC delay time, descended into the sheet metal.
To mark small precise holes that will be drilled later, I use a plasma drill operation. The problem with this is that the first mark (hole) was always deeper than the others (and these were deeper than I wanted due to the inability to reduce piercing time and time to execute 2 macros (M3 and M5) in UCCNC). I used to solve this earlier by drawing an additional first hole that served to cycle the torch.
I don't have to do that anymore because I inserted a cycle torch into the postprocessor as well as 1 macro that allows me to have a piercing time of only 100 msec. When the machine performs this marking, the ground clamp is removed and only the pilot arc is active.
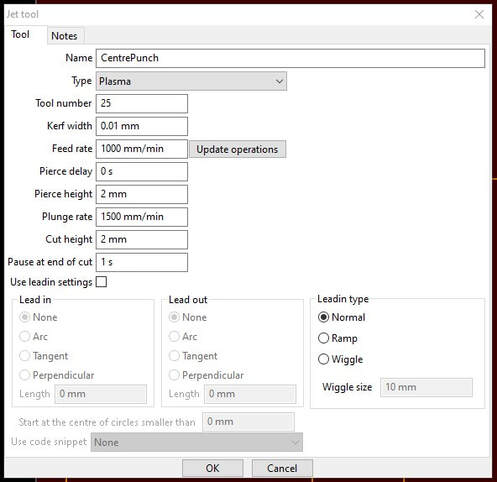
This way I get precise, even tiny craters, just like a center punch mark.
When using this operation you need to create a tool called "CentrePunch".
Add these macros to your UCCNC \ Profiles \ Macro_yourprofile folder
- M1032 (wait for ARC OK signal)
- M20010 (Switches the safe probe mode ON)
- M20011 (Switches the safe probe mode OFF)
- M21036 (Centre punch)
Designed for floating head and G31
In the post processor, I changed the way it works so that the Scribe solenoid is activated (M8) at the beginning of the Plate marker operation and deactivated with M9 at the end of this operation. There is no unnecessary raising (M9) and lowering (M8) of the scriber during this operation. I also managed to insert the variables "Scribe Plunge Speed" and "Scribe Plunge Distance" into the post processor. Scriber now descends from the SafeZ position to the "Scribe Plunge Distance" by a rapid movement (G00) and continues into the material with the movements of the "Scribe Plunge Speed" G01. This way, the Tig tungsten I use for engraving stays sharp longer and the engraved lines look better.
The UCCNC has a bug that manifests by not registering an ARC OK signal in some cases and the machine starts moving before this signal is present. A macro has been inserted into this modified postprocessor to solve this problem. For safety reasons, I also added that all machine movements (except referencing) are performed with the Safe Probe activated (internal UCCNC function). If during operation the plasma torch hits a distorted, previously cut piece of sheet metal or the plasma torch "sinks into the sheet metal", the movement of the machine stops.
You can see an example in the attached video where I intentionally left THC set to 0 V and where this safety function was activated when the plasma torch, after piercing and passing the THC delay time, descended into the sheet metal.
To mark small precise holes that will be drilled later, I use a plasma drill operation. The problem with this is that the first mark (hole) was always deeper than the others (and these were deeper than I wanted due to the inability to reduce piercing time and time to execute 2 macros (M3 and M5) in UCCNC). I used to solve this earlier by drawing an additional first hole that served to cycle the torch.
I don't have to do that anymore because I inserted a cycle torch into the postprocessor as well as 1 macro that allows me to have a piercing time of only 100 msec. When the machine performs this marking, the ground clamp is removed and only the pilot arc is active.
This way I get precise, even tiny craters, just like a center punch mark.
When using this operation you need to create a tool called "CentrePunch".
Add these macros to your UCCNC \ Profiles \ Macro_yourprofile folder
- M1032 (wait for ARC OK signal)
- M20010 (Switches the safe probe mode ON)
- M20011 (Switches the safe probe mode OFF)
- M21036 (Centre punch)
|
|
|
|
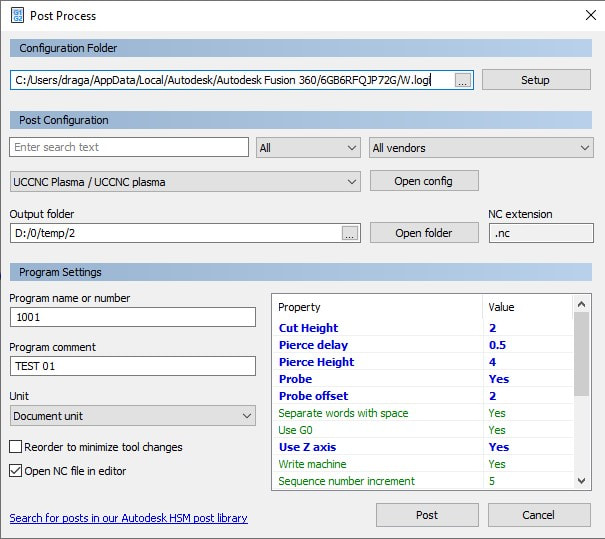
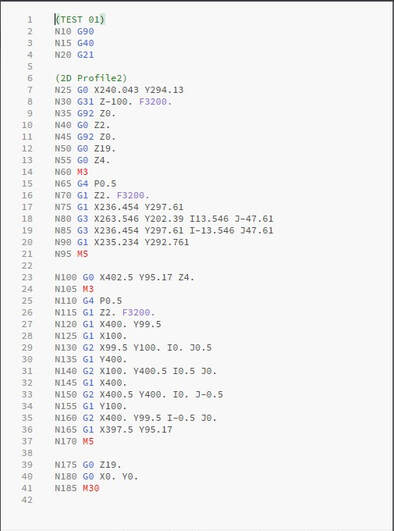
Fusion360 plasma pp
I customized the existing Fusion360 Mach3 plasma post processor.
A complete G31 routine was inserted as well as parameter setting fields.
A complete G31 routine was inserted as well as parameter setting fields.
|
|
